3Dプリンター 基本操作マニュアル
必要なもの
| 品物 | 詳細 | 参考価格 |
|---|---|---|
| 3Dプリンター本体 | FDM方式、組み立て済みモデル推奨 | 2万円~10万円 |
| パソコン | 一般的なノートPCで十分 | 既存のPCでOK |
| CADソフト | 3Dデータ作成用 | 無料~有料 |
| スライサーソフト | 3DデータをGコードに変換 | 無料 |
| フィラメント(材料) | 初心者にはPLA推奨 | 1kg 1,500円~3,000円 |
| 工具類 | ヘラ、やすり、ニッパーなど | 2,000円~5,000円 |
基本操作フロー
STEP 1:3Dデータを用意する
STL形式の3Dデータを用意します。
- ダウンロードする場合:Thingiverse、Printables等からSTLファイルをダウンロード
- CADで自作する場合:Fusion 360、Tinkercad等で作成
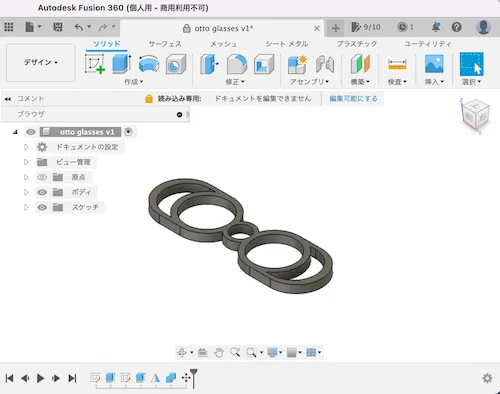
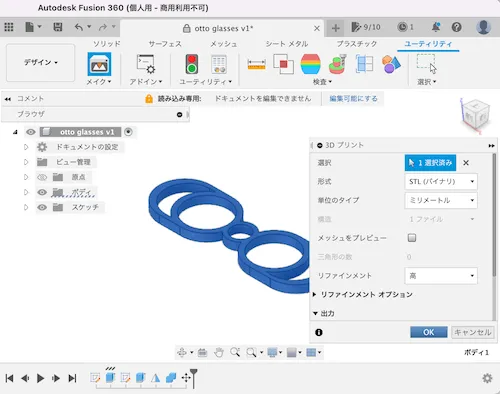
STEP 2:STL形式で出力
- ダウンロードした場合:ファイルの中からSTLファイルを探して使用
- CADで自作した場合:エクスポート機能でSTL形式で保存
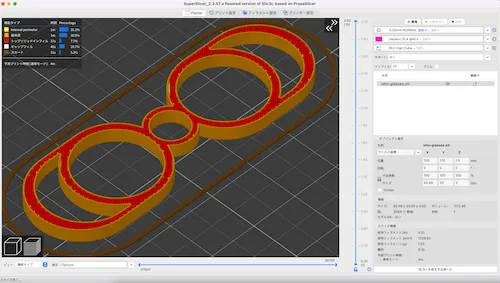
STEP 3:スライサーソフトでGコード変換
スライサーソフトを使って、STLデータをGコード(.gcode形式)に変換します。
⚠️ スライサー設定の良し悪しが、出力品質の80%を決めます
主な設定項目
| 項目 | 推奨値(初心者) | 説明 |
|---|---|---|
| 積層ピッチ | 0.2mm | 1層の厚さ |
| インフィル密度 | 15~20% | 内部の充填率 |
| プリント速度 | 50mm/s | ヘッドの移動速度 |
| ノズル温度 | 200℃(PLA) | フィラメントの推奨値に従う |
| ベッド温度 | 60℃(PLA) | フィラメントの推奨値に従う |
| サポート材 | 必要に応じて | ツリーサポートが取り外しやすい |
サポート材の例
 | 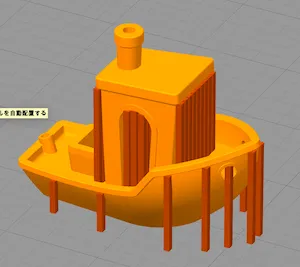 |
|---|---|
| サポートなし | サポートあり(茶色部分、印刷後に除去) |
STEP 4:Gコードをプリンターに転送
GコードをUSBメモリ/SDカードに保存し、プリンターに挿入します。
STEP 5:フィラメントをセット
- フィラメントホルダーに材料をセット
- ノズルまで通す(自動ロード機能がある機種も多い)
⚠️ フィラメントは湿気に弱いため、使用後は密閉容器に乾燥剤と一緒に保管
STEP 6:ベッドレベリング
プリントベッド(台)とノズルの距離を調整します。
- 近すぎる:ノズルが詰まる、ベッドを傷つける
- 遠すぎる:フィラメントが定着せず失敗
⚠️ オートレベリング機能がある場合は自動調整。手動の場合は紙1枚分の隙間を目安に。
STEP 7:プリント開始
プリンターの画面から印刷を開始します。
印刷時間の目安:
- 小物:30分~2時間
- 中型:3~8時間
- 大型:10時間以上
⚠️ 最初の数層を確認し、問題なければ放置OK。長時間印刷時は外出を避ける。
STEP 8:造形物を取り出す
- 印刷完了後、ベッドが冷えるまで待つ(5~10分)
- ヘラやスクレーパーで慎重に取り外す
STEP 9:仕上げ
- サポート材をニッパーで除去
- 必要に応じてやすりで研磨

トラブルシューティング
| 失敗の種類 | 症状 | 対処法 |
|---|---|---|
| 最初の層が密着しない | フィラメントがベッドに付かず糸状になる | ・ベッドレベリング再調整(紙1枚分の隙間) ・ベッド温度を上げる(PLAなら60℃) ・ベッドをアルコールで清掃 |
| 印刷途中で剥がれる | 造形物がベッドから剥がれる | ・ベッド温度を上げる ・冷却ファンを弱める(最初の数層は0%) ・ブリム(土台)を追加 |
| フィラメント切れ | 印刷途中でフィラメントが無くなる | ・印刷前に残量を確認 ・スライサーで必要量をチェック |
| フィラメントの絡まり | 印刷途中でフィラメントが供給されなくなる | ・使用後は必ずリールの穴に通して固定 ・リールが自由に回転できるか確認 |
| 糸引き | 造形物の間に蜘蛛の巣のような糸が出る | ・ノズル温度を5~10℃下げる ・リトラクション(引き戻し)を有効化 |
| 積層のズレ | 層がずれたり段差ができる | ・プリンターのベルトを締める ・印刷速度を下げる(40mm/s程度) |
| ノズル詰まり | フィラメントが出てこない | ・フィラメントを乾燥させる ・ノズル温度を上げてクリーニング ・ノズルを交換 |
注意事項
| 項目 | 注意点 |
|---|---|
| 造形サイズ | プリンターの最大サイズを確認。大きすぎる場合は分割 |
| 時間 | 小物でも数時間かかる。余裕を持って計画を |
| 著作権 | キャラクター等のデータは著作権に注意 |
| 安全性 | 武器や危険物の製造は違法 |
| 熱・強度 | PLAは60℃以上で変形。耐熱性が必要ならABSやPETGを |
| 換気 | ABSは臭いや微量の有害物質を出すため換気を |
関連リンク
入門ガイド
公式リソース
- Thingiverse - 3Dデータダウンロード
- Printables - 3Dデータダウンロード
- UltiMaker Cura - スライサーソフト